











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Гибка металла
Операция гибки металла на сегодняшний день выполняется при изготовлении практически любых изделий из металла.
Гибка металлического листа позволяет выполнять изделия и детали различной степени сложности и конфигурации, а также нестандартные конструкции.
Главное технологическое преимущество данного метода заключается в том, что он позволяет производить монолитные металлические изделия полностью без сварных швов. Это положительно влияет на их прочность, антикоррозионную стойкость и долговечность.
Наше предприятие оснащено современным листогибочным прессом с числовым программным управлением. Гидравлический пресс оборудован быстросъемным инструментом, разнообразными наборами пуансонов и матриц, что позволяет непрерывно (за один переход) выполнять последовательность из нескольких разных гибов, фальцевание.
Преимуществом нашего пресса является количество осей позиционирования. Сгиб получается равномерным как по углу, так и по всей длине заготовки (не зависимо от её длины). Эта технология позволяет выполнять гибку по короткому радиусу деталей маленьких размеров, а также изготавливать большие, склонные к вращению детали. Качественное выполнение подобных операций на станках с ручным управлением практически невозможно.
Использование современных автоматизированных гибочных прессов позволяет значительно снизить трудоемкость и длительность производственного процесса.
- Максимальное усилие пресса, тонн
- 170
- Максимальная длина гиба, м
- 3,0
- Радиус гиба, мм
- от 1,9 до 40
- Толщина металла, мм
- от 0,5 до 20
- Количество осей позиционирования
- 5
- Точность позиционирования, мм
- до 0,005
- Допуски, градусов
- +/- 1
- Операции
- свободная гибка, вальцевание
Технология точной гибки металла это одна из технологических операций холодной штамповки, при которой под давлением происходит принудительная деформация материала без макроскопических нарушений цельности металла, в результате чего металлический лист принимает заданную форму.
Это технологически сложный процесс. Поэтому для таких операций необходимо использовать специальные промышленные прессы и другое высокоточное оборудование, что позволяет при минимальных физических усилиях, но с высокой точностью выполнить изделие требуемой конфигурации.
Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние - сжимаются, соответственно уменьшаясь в размере. А слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры.
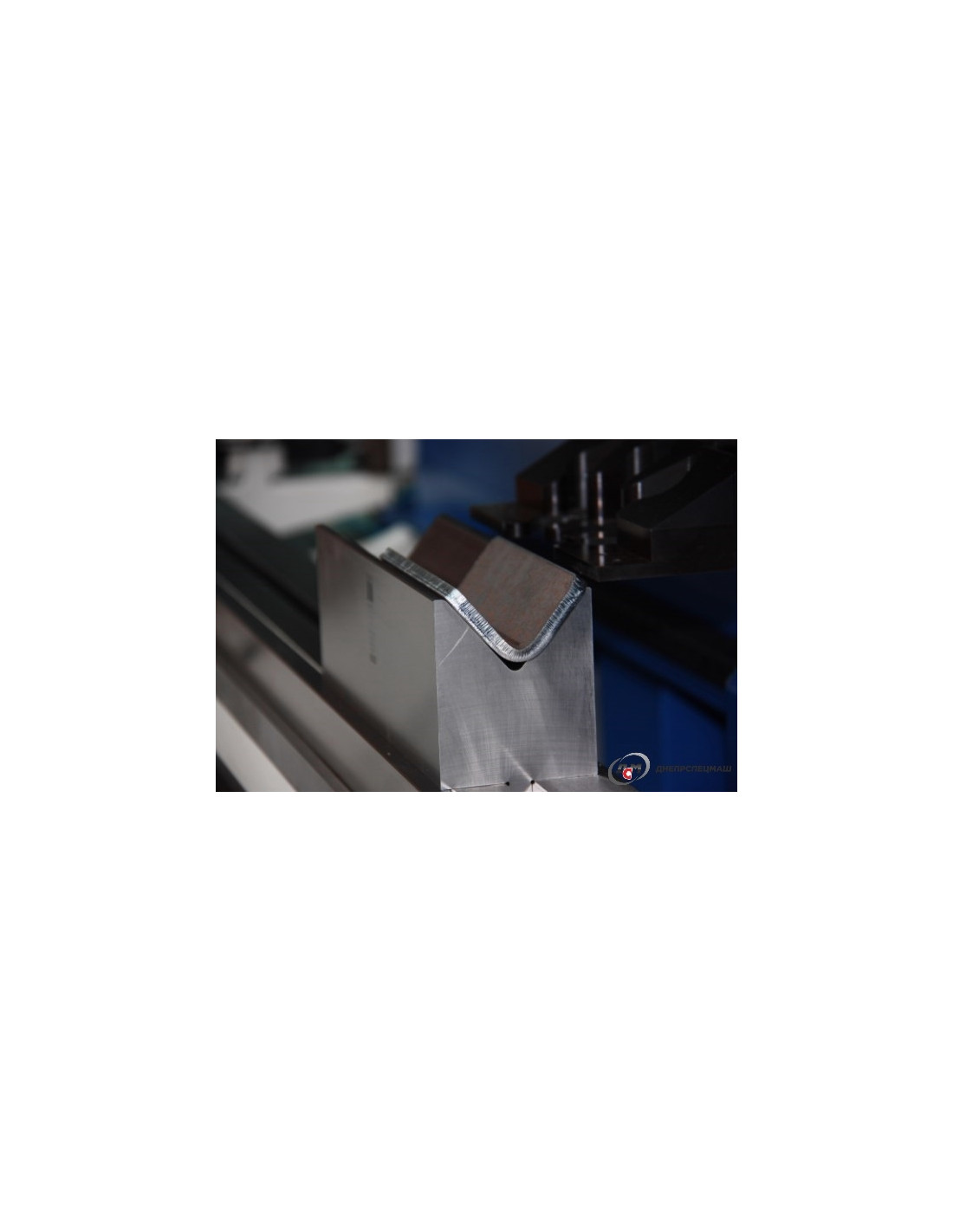
На сегодняшний день выделяют 2 основных метода: "свободная гибка" (между листом стенками V-образной матрицы существует воздушный зазор) и "калибровка" (лист прижимается полностью к стенкам V-образной матрицы).
Наиболее распространенный метод – «свободная гибка». Эта технология позволяет изготавливать сложные детали с несколькими разнонаправленными гибами и стыкующимися или плотно прилегающими друг к другу полками. Она универсальна и позволяет на одном и том же оборудовании гнуть разный листовой металл разных толщин.
Процесс гибки листового металла по технологии «свободной гибки» осуществляется в несколько этапов. Сначала производится разметка и раскрой заготовки, далее её помещают в листогибочный пресс между пуансоном и матрицей и закрепляют. Сверху на лист давит пресс и происходит сгибание. Двигаясь вниз, пуансон (верхний гибочный инструмент) вдавливает лист в матрицу (V-образный ручей - нижний гибочный инструмент), после чего лист приобретает требуемую конфигурацию на основании чертежей разработчиков. «Свободная гибка» – это гибка по трем точкам: заготовка соприкасается с пуансоном (линия сгиба) и с краями ручья матрицы. Лист остается "в воздухе" и не соприкасается со стенками матрицы.
Это технологически сложный процесс. Поэтому для таких операций необходимо использовать специальные промышленные прессы и другое высокоточное оборудование, что позволяет при минимальных физических усилиях, но с высокой точностью выполнить изделие требуемой конфигурации.
Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние - сжимаются, соответственно уменьшаясь в размере. А слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры.
На сегодняшний день выделяют 2 основных метода: "свободная гибка" (между листом стенками V-образной матрицы существует воздушный зазор) и "калибровка" (лист прижимается полностью к стенкам V-образной матрицы).
Наиболее распространенный метод – «свободная гибка». Эта технология позволяет изготавливать сложные детали с несколькими разнонаправленными гибами и стыкующимися или плотно прилегающими друг к другу полками. Она универсальна и позволяет на одном и том же оборудовании гнуть разный листовой металл разных толщин.
Процесс гибки листового металла по технологии «свободной гибки» осуществляется в несколько этапов. Сначала производится разметка и раскрой заготовки, далее её помещают в листогибочный пресс между пуансоном и матрицей и закрепляют. Сверху на лист давит пресс и происходит сгибание. Двигаясь вниз, пуансон (верхний гибочный инструмент) вдавливает лист в матрицу (V-образный ручей - нижний гибочный инструмент), после чего лист приобретает требуемую конфигурацию на основании чертежей разработчиков. «Свободная гибка» – это гибка по трем точкам: заготовка соприкасается с пуансоном (линия сгиба) и с краями ручья матрицы. Лист остается "в воздухе" и не соприкасается со стенками матрицы.
 |
 |
Часть листа перегибается по отношению к другой на строго определенный угол. При этом степень деформации металла зависит от таких параметров, как толщина материала, величина угла изгиба, хрупкость материала и скорости проведения операции. При гибке пластически деформируется только участок заготовки в зоне контакта с пуансоном.
Для того, чтобы минимизировать вероятность образования трещин в месте изгиба, минимальный радиус пуансона должен быть в пределах от 1,0 до 2,0 от толщины заготовки, в зависимости от механических свойств материала. Мягкий и легкодеформируемый металл допускает меньший внутренний радиус.
Для того, чтобы минимизировать вероятность образования трещин в месте изгиба, минимальный радиус пуансона должен быть в пределах от 1,0 до 2,0 от толщины заготовки, в зависимости от механических свойств материала. Мягкий и легкодеформируемый металл допускает меньший внутренний радиус.
Нажмите, чтобы увеличить
